YINKUN SCIENCE AND TECHNOLOGY PARK,LUOYANG
+86-379-62265677
operating hours
8:00 — 22:00
Consulting method

WE SPECIALIZES IN RESEARCHING,DEVELOPING, MANUFACTURING AND SELLING HIGH PRECISE SPRING COIL MACHINE. FOUNDED IN 2003, WE ARE THE LEADER OF THE DEVELOPMENT OF LARGE DIAMETER SPRING MAKING , OWNING SPRING INDUSTRY RELATED PATENT MORE THAN 10 ITEMS.

Our company is located in the ancient capital of the thirteenth dynasty in Luoyang, China, which is the first heavy industrial base in China, in years 1965 start at project of First Five-year Plan—Luoyang No.1 Machine Tool Factory, the products produced are mainly supplied to the military.Overall reformed into a joint-stock company in 2003.

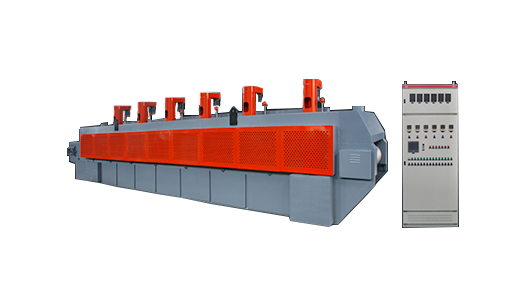
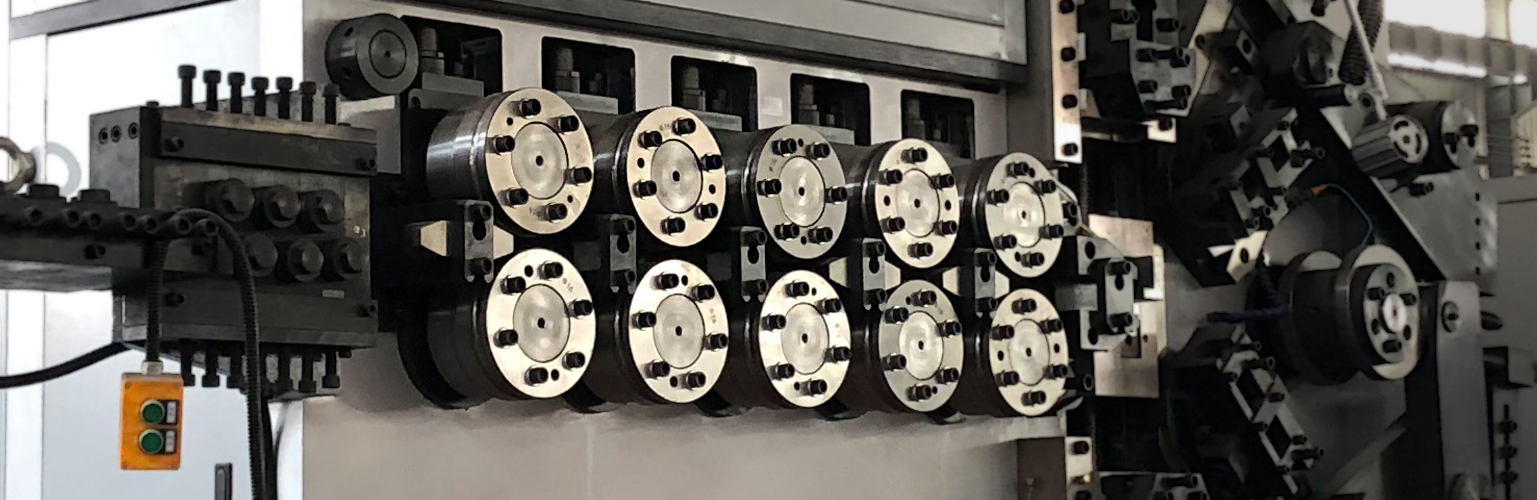
Our CSM series high precision CNC winding machine is specially designed for military, aerospace, automotive, hardware and other industries. Precise wire feeding, flexible adjustment, easy to operate. Relying on luoyang heavy industry base and modern advanced technology, we can provide you with the best efficient spring production solutions.

Spring machine a complete production line from Design, own Processing centre for spare parts & worktable, Importing Japan Sanyo and Yaskawa motors, Importing TaiWan Brand controlling system, Finishing operation, Inspection centre, Testing team and Professional vacuum packing with Fumigated wooden case.

We have 7,000 square meters of standard production plan,manufacturers dock customers and solve unprofessional expressions in the middle Quality first, QA/QC is one of the most important departments in our company.Over 80 skilled worker, 36 technicians and one group of 18 engineers.
Luoyang Xianheng
Our CSM series high precision CNC coil spring machine is specially designed for military industry, aerospace, automobile, hardware and other industries. Wire feeding accurate,Flexible adjustment,Easy to operate. Relying on the heavy industry base of luoyang and the modern advanced technology, we can provide you the best efficient spring production solutions.
Xianheng Spring participated in the 16th Wuxi Taihu International Spring and Processing Equipment Exhibition
MORE
Dear all,The highly anticipated 2026 International Spring Fair in Dusseldorf, Germany is about to kick off, gathering global professionals in the spring and wire forming industry.Our company will present our latest products and technological strengths at this grand event.Date: April 13–17, 20
MORE
To worldwide customers:Sincerely invite you to participate in The 23rd China(Guangzhou) international spring industry exhibition. It is the vane and barometer of spring industry. According to the good effect of 2019 exhibition, over 95% exhibitors will maintain or increase their exhibition area. The
MORE
(1) In large-scale industrial machinery, metal springs are an indispensable mechanical part, which are usually made of spring steel. It is widely used in machinery and instruments to control the movement of parts, mitigate shock or vibration, store energy and measure force, etc. The types of metal s
MORE
News from the University of Science and Technology of China on the 20th: The team of Academician Yu Shuhong of the school has successfully developed a superelastic all-carbon porous material with both high compressibility and stretchability - "carbon spring", which can be heated at -100 °
MORE